
400-8800-268
檢測孔組位置度是大多數(shù)機(jī)械制造業(yè)的重要工序,其精準(zhǔn)度會(huì)對整機(jī)裝配質(zhì)量造成影響。用游標(biāo)卡尺進(jìn)行測量計(jì)算的方法,不僅操作麻煩,出現(xiàn)誤差機(jī)率較大,難以滿足高精度測量需求。
搭配Rational Dmis使用思瑞三坐標(biāo)測量機(jī),可以獲得精準(zhǔn)、高效、便利的檢測效果。以下圖為例進(jìn)行簡單闡述。
用知識 |使用Rational Dmis檢測孔組位置度(圖1)")
如圖所示,此次需要注意的是要根據(jù)當(dāng)前坐標(biāo)系設(shè)定好好5個(gè)圓的理論值。當(dāng)前坐標(biāo)系參考A基準(zhǔn)為Z軸方向和原點(diǎn),B基準(zhǔn)為X,Y軸向的圓點(diǎn)。B基準(zhǔn)與圓4連線方向作為X方向。

根據(jù)第一頁中的圖紙要求,圖中孔組由一個(gè)基準(zhǔn)面和一個(gè)基準(zhǔn)圓來控制。故此我們需要調(diào)整坐標(biāo)系,使用圍繞Z軸旋轉(zhuǎn)的方式,參考圓4-圓8最佳擬合得到新的參考系,然后在新的參考系之下評定位置度。
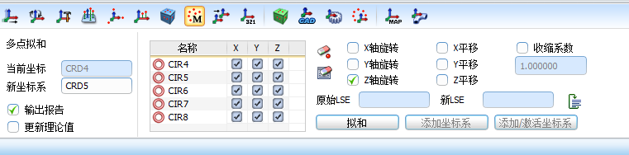 |  |
在新的坐標(biāo)系下調(diào)整圓4-圓8的理論值,使其與圖面一致,然后評價(jià)得到最終結(jié)果。
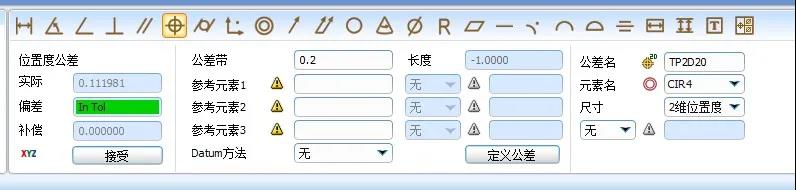
單孔位置度解讀的評價(jià)方法為在第一基準(zhǔn)面上被測要素與圓3的距離要合格。而孔組要求是所有孔圍繞圓3可以進(jìn)行基準(zhǔn)的旋轉(zhuǎn),得到的中心距差異的平方和最小的方案為最終結(jié)果。



公安聯(lián)網(wǎng)備案號:
44030602003243 - 粵ICP備05004781號
 返回頂部
返回頂部
